Temporary protective films are engineered not only by their base material (PE, PET, PVC, etc.) but—more importantly—by their adhesion level, which determines how effectively they protect surfaces and how easily they can be removed.
Selecting the correct adhesion level is critical to avoid issues such as lifting, residue, or surface damage.
1. What Are Adhesion Levels in Temporary Protective Films?
Adhesion levels refer to the bonding strength between the protective film’s adhesive layer and the substrate surface. Temporary protective films commonly rely on pressure-sensitive adhesives (PSA), which bond instantly under light pressure without the need for heat or curing.
Adhesion is usually defined by peel strength, indicating the force needed to detach the film from a surface. This value is usually reported in units such as Newtons per unit width (N/mm or N/25mm).
In practical terms, adhesion level determines:
- How firmly the film sticks to the surface
- Whether the film will stay in place during processing
- How easily it can be removed without residue
A key point to understand is that adhesion is not about maximum strength, but about balanced performance. As industry testing shows, higher peel strength means stronger bonding, but excessive adhesion can make removal difficult or even damage the substrate.
2. Why Adhesion Level Matters for Surface Protection
Choosing the correct adhesion level is one of the most important factors in protective film performance. An improper choice can lead to serious quality issues during manufacturing, transportation, or installation.
2.1 Preventing Film Failure
- Too low adhesion → Film may lift, shift, or fall off
- Too high adhesion → Difficult removal, potential residue or surface damage
For example, smooth surfaces like polished stainless steel require lower adhesion, while textured surfaces like sandblasted aluminum require higher adhesion to maintain proper contact.
2.2 Ensuring Surface Integrity
Protective films are designed to prevent scratches, contamination, and abrasion. If adhesion is insufficient, gaps may form, allowing dust or debris to enter. If adhesion is excessive, removal may damage coatings or leave adhesive residue.
2.3 Optimizing Processing Efficiency
Correct adhesion improves:
- Automated lamination performance
- Bubble-free application
- Easy removal during installation
In industrial applications such as electronics, automotive, and construction, adhesion balance directly impacts productivity and product quality.
2.4 Matching Application Duration
Adhesion also relates to application time:
- Short-term protection → Lower adhesion
- Long-term or outdoor use → Medium to high adhesion
Environmental factors such as temperature, humidity, and UV exposure can also influence adhesive behavior over time.
3. How Adhesion Is Measured
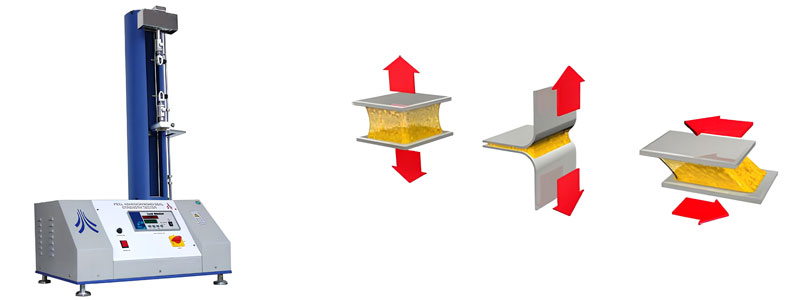
The most widely used method for measuring adhesion in protective films is the 180° peel test.
3.1 What Is the 180° Peel Test?
The 180° peel test measures the force required to peel a film back over itself at a 180-degree angle from a substrate.
In this test:
- The adhesive film is applied to a standard test surface
- One end is fixed, and the other is pulled back at 180°
- A testing machine records the force required to separate the film
This method is particularly suitable for flexible materials like films and tapes bonded to rigid surfaces.
3.2 What Does the Test Measure?
The test provides several important metrics:
- Initial peel force – the force needed to start peeling
- Average peel force – the steady force during removal
- Peel strength – force per unit width (key adhesion indicator)
Peel testing is widely used across industries to evaluate adhesive performance in tapes, films, and laminates.
3.3 Why 180° Peel Test Is Preferred
- Simple and repeatable
- Suitable for flexible films
- Provides consistent comparative data
However, it may not always perfectly replicate real-world conditions, so it is often combined with other tests when necessary.
4. Classification of Adhesion Levels in Protective Films
In the protective film industry, adhesion levels are typically categorized based on 180° peel strength values. While exact ranges may vary slightly between manufacturers, the following classification is widely used:
4.1 Low Tack (0.2 – 2 N)
Characteristics:
- Easy application and removal
- No residue
- Minimal risk of surface damage
Applications:
- Smooth surfaces (glass, polished metal, acrylic)
- Short-term protection
4.2 Medium Tack (2 – 4 N)
Characteristics:
- Balanced adhesion and removability
- Good stability during processing
Applications:
- Semi-smooth surfaces
- Aluminum profiles, coated metals, plastics
4.3 High Tack (4 – 10 N)
Characteristics:
- Strong adhesion
- Suitable for rough or textured surfaces
Applications:
- Brushed or embossed materials
- Outdoor applications
4.4 Ultra-High Tack (10 – 20 N)
Characteristics:
- Maximum bonding strength
- Designed for highly irregular surfaces
Applications:
- Deeply textured or porous materials
- Extreme conditions
5. How to Choose the Right Adhesion Level for Your Application
Selecting the correct adhesion level involves evaluating multiple factors. Below is a practical step-by-step guide.
5.1 Consider Surface Type
| Surface Type | Recommended Adhesion |
|---|---|
| Ultra-smooth (glass, mirror) | Low tack |
| Smooth (coated metal, plastic) | Low–medium tack |
| Matte or slightly textured | Medium tack |
| Rough or embossed | High tack |
| Highly irregular | Ultra-high tack |
5.2 Evaluate Surface Energy
- High surface energy (HSE) materials (metal, glass) → require lower adhesion
- Low surface energy (LSE) materials (plastic, PE, PP) → require higher adhesion
5.3 Assess Application Conditions
- Indoor vs outdoor use
- Temperature fluctuations
- Exposure to moisture or UV
Outdoor or harsh environments typically require stronger adhesion to maintain stability.
5.4 Determine Protection Duration
- Short-term (days/weeks) → Low adhesion
- Medium-term (weeks/months) → Medium adhesion
- Long-term (months+) → Higher adhesion
5.5 Test Before Full Application
Always conduct a trial test:
- Apply film on a small area
- Check adhesion stability
- Verify clean removal
This helps avoid costly errors in production.
5.6 Balance Protection and Removability
The ideal protective film should:
- Stay firmly in place during use
- Remove easily without residue or damage
As testing data shows, higher peel strength is not always better, since excessive adhesion can complicate removal or harm the surface.
Conclusion
Understanding adhesion levels in temporary protective films is essential for ensuring optimal surface protection and efficient processing. Adhesion is not simply about strength—it is about achieving the right balance between secure bonding and clean removal.
By understanding:
- What adhesion levels mean
- How they are measured through peel testing
- How they are classified
- How to match them to real-world applications
Manufacturers and users can significantly reduce defects, improve product quality, and enhance operational efficiency.
Choosing the correct adhesion level ultimately ensures that the protective film performs exactly as intended—protecting surfaces without creating new problems.

